Extended projects 2018 cohort
- Effects of Z-pins on the magnetic properties of composites
- Hilbert Fractal Composite Metamaterials for lightweight sound insulation
- Design of low porosity, high mechanical properties flax fibres reinforced polylactic acid hygromorph biocomposites
- Mechanical and spectral characterisation of naturally aged sails: A simple woven textile
- Eastomeric matrix composites for morphing skins
- Path to Aircraft Electrification
- Characterisation of natural fibres for sustainable composite materials delivered using HiPerDiF
- Highly aligned discontinuous fibre thermoplastic filaments as feedstock for additive manufacturing
- Imperfection insensitive continuous tow cylinders
- Modelling compaction behaviour of toughened prepreg during automated fibre placement
- Infusion of integrated structures with partially cured elements
- Framework for life cycle engineering assessment of structural laminates for application to the marine environment
- Advanced continuous tow shearing process utilising tow width control
- Influence of Matrix Ductility on the Mode II Delamination Bridging Behaviour of Z-pins
Effects of Z-pins on the magnetic properties of composites
 Student: Mudan Chen
Student: Mudan Chen
Supervisors: Bing Zhang, Sven Friedemann, Giuliano Allegri, Stephen Hallett
With the demand of exploring multi-functional composites, this research investigates the effects of Z-pins on the magnetic properties of carbon fibre reinforced laminates (CFRL) through experimental measurements and numerical modelling for the first time. In-plane and out-of-plane magnetic permeabilities of IM7/8552 laminates with and without Z-pins have been measured by an MPMS3 SQUID magnetometer (Fig. 1). Z-pinned samples with two kinds of pin materials, i.e. traditional T300/BMI FRP and ferromagnetic Ni80/Fe20 alloy have been studied at three different volume fractions (nominal 0.5%, 2% and 4%). The Ni80/Fe20 alloy Z-pin is found to increase the magnetic permeability significantly in the out-of-plane direction, while less apparent in the in-plane. The carbon pin does not have evident influence in both directions. Preliminary models built in COMSOL Multiphysics® correlate well with experimental measurements, and parametric studies on laminate thickness and pin inclined angles have been conducted by numerical modelling.

Figure. 1: SQUID MPMS3 based in the HH Wills Laboratory
Hilbert Fractal Composite Metamaterials for lightweight sound insulation
 Student: Gianni Comandini
Student: Gianni Comandini
Supervisors: Valeska Ting, Fabrizio Scarpa, Mahdi Azarpeyvand, Robin Neville, Giuliano Allegri, Johnny Deschamps (ENSTA, ParisTech)
Sound insulation at low frequencies for aerospace and automotive structures, is a difficult problem to tackle with light and thin layers. This can be solved using traditional strategies like heavy materials, but it requires space and weight to be effective. In order to achieve the same results with less weight and consequently waste less energy, a new approach is needed, and metamaterials for acoustic applications seem to be part of the solution.
Studying the effect of cavities shaped as fractal geometries in traditional materials showed unexpected physical behaviour of the acoustic waves that could be exploited. In this research, a range of Hilbert Fractal Metamaterials (HFM) ranging from zero until the fifth order and geometrical equivalent but not fractals, were fully investigated in terms of manufacturing, and testing with an impedance tube. The goal was to create a design tool that allows engineers to use metamaterials in the acoustic field.
My work was a proof of concept regarding the feasibility of achieving sound insulation with subwavelength material, using both modelling and manufacturing. Moreover, hydrogels inserted in the fractal cavities were used to create a composite metamaterial structure to further improve the meta behaviour of the samples. COMSOL simulations were performed matching with a 20% difference from the peak values obtained by experiments. Moreover, a diagram was created for the preliminary design in terms of transmission loss using the two families of metamaterials investigated.
Figure 1: Metamaterials produced by 3D printing process

Figure 2: One of the phases for the creation of composite materials
Design of low porosity, high mechanical properties flax fibres reinforced polylactic acid hygromorph biocomposites
 Student: Charles De Kergariou
Student: Charles De Kergariou
Supervisors: Giuliano Allegri, Fabrizio Scarpa, Adam Perriman, Hind Saidani-Scott, Antoine Le Duigou (IRDL France)
Hygromorph biocomposites (HBCs) can be created from Natural Fibre Reinforced Polymers (NFRPs). The present study establishes the potential of using Flax Fibre Reinforced PLA (FFRPLA) to create such structures. A large database of mechanical and hygromorphic properties was acquired to be able to optimise the actuation of HBCs. The properties were obtained over seven different moisture condition ranging from the dried state to the immersed material. The production process considered has presented difficulties to obtain low porosity material. This study has highlighted the difficulty to obtain consistent results for NFRPs between the different porosity measurement techniques available. The comparison between five of these techniques has shown the possibility to define lower and upper bounds for the porosity of the FFRPLA but the impossibility to define a precise value. The optimal porosity estimation was defined as using the gravimetric measure in ethanol combined it with a visual inspection to back up the result and estimate which porous feature is responsible for the porosity measured. This strategy was applied in the context of this study and estimated the porosity of the FFRPLA produced to 8.3%. The FFRPLA produced in the present study has to the author's knowledge the highest and one of the highest strength found in the literature for identical material produced in hot press. The hygromorphic deformation capabilities for this material were described as promising for HBCs applications. Finally, this study opens the way to the design optimisation of FFRPLA HBC.
Mechanical and spectral characterisation of naturally aged sails: A simple woven textile
 Student: Marcelle Hecker
Student: Marcelle Hecker
Supervisors: Ian Hamerton, Marco Longana, Fiona Bruce (North Group Sustainability), Gary Owen (EM Solutions)
The sailing industry currently has no end-of-life plan for sailcloth. To facilitate the industry making informed waste-management decisions, the mechanical properties and spectral characteristics of a naturally aged, woven Maxikote Spinnaker were investigated.
The remnant mechanical properties of the aged fabric were determined by tensile testing. However, due to the destructive nature of this test, and interest in testing mechanical degradation of sails in situ in the future, non-destructive attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy was also carried out to investigate whether a chemical signature of the degrading mechanical properties could be identified.
By testing material across the width of the sail with different loading histories, varying degrees of degradation could be related to differences in mechanical stress and usage wear. From the two weights of cloth used in the radial-panel Spinnaker, the most significant degradation was seen across the light panels of the cloth. It was found that the residual strength and modulus in the warp degraded from luff to leech, likely due to the high frequency cyclic loading at the leech (leech flutter) being the major mechanism of degradation.
The significant mechanical degradation across the light panels could not be quantifiably related to spectral signatures, yet slight differences in spectra were observed and discussed. The spectra of the heavy panels at the luff of the sail were, however, obviously different to those of the light panels. It was speculated that these differences indicate degradation of the polyurethane coating. However, future spectral comparison of the aged sails with virgin material would be required to confirm these ideas. Additionally, carrying out a controlled ageing programme would allow for a complete degradation analysis, due not only to mechanical wear, but also including effects of moisture, UV-radiation, and temperature, which have previously been shown to have distinguishable spectral signatures for polymer degradation.
Eastomeric matrix composites for morphing skins
 Student: Rafael Heeb
Student: Rafael Heeb
Supervisors: Ben Woods, Michael Dicker
To lead the aerospace industry into a more sustainable future, greenhouse gas emissions and noise need to be reduced and aircraft manufactured from recyclable materials. Morphing wings are a promising solution to make wings aerodynamically more efficient. They allow aircraft to continuously change their shape to adapt to changing operating conditions – reducing drag and therefore fuel burned. In order to achieve these radical changes in shape in a smooth and continuous manner, morphing wings require new materials and structural design philosophies that allow for flexibility and compliance. In particular, the skins covering these devices must be flexible in the morphing direction to keep the actuation forces low while also being stiff in the out-of-plane direction to resist aerodynamic loading. Research has shown that the conflicting material properties for morphing skins can be achieved by combining a flexible membrane with a core structure which is made from a much stiffer material taking advantage of the effect of the second moment of area, effectively generating a flexible sandwich panel. Thus far the main research effort has been focused on core structures and the underlaying and load carrying morphing mechanism rather than the entire aerodynamic morphing skin.
This project will explore novel methods to develop morphing skins, taking into account the underlaying morphing technology and as well as factors such as various loading cases and aerodynamic performance, allowing the skins mechanical properties to be tailored to the specific application. Conventional core materials used in aerospace, such as the honeycomb based on a 2.5-dimensional geometry, have primarily been developed with the geometry due to the ease of manufacturing. Additive manufacturing will provide a new freedom of design where cores can be tailored to the specific requirement in the 3rd dimension. This allows for example the core member thickness to be varied through the height of the part. Using multi material additive manufacturing materials with a lower stiffness to be utilised in areas where bending is preferred and stiffer materials where rigidity is required. The multi material 3D printing has also shown that the core can be printed directly onto the outer skin membrane, where the membrane can have a variable thickness. This allows the skins to be manufactured in a single process, providing a perfect adhesion between the skin and the core. The materials used in this research are different formulations of Thermoplastic Polyurethanes which are optimised for additive manufacturing. Using thermoplastic elastomers has various advantages that makes them more sustainable than thermosets used in aircraft manufacturing. A component made from thermoplastics can be repaired in service using thermal and chemical welding, it is less likely to get damaged in service and when at the end-of-life it can relatively easily be recycled by melting the polymer.
In the scope of this project experimental panels were made from thermoplastic polyureathane, using Ninjaflex for the smooth outer skin and Armadillo for the zero Poisson's ratio core. The panels were tested for their flexural extensional stiffness. Initial results show that the core variant used in this experiment can be extended to a stretch ratio of 1.6. During cyclic resting it was also found that due to time dependency the force - stretch ratio is significantly different between the first and the subsequent cycles. Further work is required to explain the complicated interaction between the core and the membrane in tension. It was concluded that more work is required to characterise the shape effect on the overall material properties, which is predominately aimed at the NinjaFlex membrane. This includes the testing of core and skin individually, taking digital image correlation data form the membrane to generate the stress map.
Path to Aircraft Electrification
 Student: Callum Hill
Student: Callum Hill
Supervisors: Richard Trask, Ian Hamerton, Patrick Norman (Strathclyde), Catherine Jones (Strathclyde), Jameel Khan (Rolls-Royce)
The electrification of aircraft requires significant improvements in thermal management, weight reduction, energy storage and electrical distribution. The use of multifunctional composites is essential in these endeavours and provides an effective way to eliminate the mass of components by using existing structural elements to perform the same function. This has the potential to drastically increase the performance per unit weight of the aircraft and its individual systems. Conventional carbon fibre reinforced composites have exceptional mechanical properties, but often exhibit poor electrical, thermal and magnetic properties. In this study, a broad range of innovative, nano-reinforced materials are investigated to find their merits in tailoring one or more of these properties to suit power electronics, electric motors, electrical distribution and energy storage systems. Thermal and magnetic finite element models of an inductor were produced to form both a specific case study for novel composites and how they can alter the magnetic and thermal properties of the inductor for performance enhancements. For example, the theoretical model indicated a boron nitride nanoparticle reinforced polymer was conjectured to greatly increase the ability of an electric motor to dissipate its heat, thereby increasing its power by 31%. Throughout the investigation, the main challenges afflicting the advancement of electrification of an air taxi concept are identified system by system, with the shared challenges elaborated on and attempts at future solutions posited.
The authors wish to acknowledge the support of Rolls-Royce plc through the Composites University Technology Centre (UTC) at the University of Bristol and the EPSRC through the ACCIS Centre for Doctoral Training grant, no. EP/G036772/1.
Characterisation of natural fibres for sustainable composite materials delivered using HiPerDiF
 Student: Ali Kandemir
Student: Ali Kandemir
Supervisors: Thomas Pozegic, Marco Longana, Ian Hamerton, Steve Eichhorn
Fibre reinforced composite materials have been widely used in different industries such as automobile, wind turbine, aerospace etc. Because of their constituents, i.e. thermosets and synthetic fibres, there is an increasing societal concern about the environmental impact of fibre reinforced composites giving rise to the need for sustainable solutions. Natural fibres reinforcements are biodegradable, low-cost, derived from renewable resources, manufactured with eco-friendly and low impact processes. Furthermore, their specific mechanical properties are comparable to commonly used non-environmentally friendly glass-fibres. In this research, a selection of abundantly available natural fibres, i.e. flax and jute, were investigated as sustainable naturally derived constituents for high performance composites. Physical, thermal and mechanical properties of the natural fibres were examined to evaluate their suitability as discontinuous reinforcement and generate a database for material selection. Single fibre tensile and microdroplet tests were performed to obtain stiffness, strength, elongation to failure, and interfacial shear strength. Moreover, the critical fibre lengths, important to define the mechanical performance of obtainable composites, were calculated. This is particularly significant if the fibres are to be used as discontinuous reinforcement. Discontinuous fibre reinforcement has a potential to address low cost and sustainable solutions by improving in the productivity of automated manufacturing process and by allowing the use of recycled fibres. The High Performance Discontinuous Fibre (HiPerDiF) method, invented at the University of Bristol, is a promising water-based processing method to produce highly aligned discontinuous fibre composites. The outcome of this research will inform the selection of type and length of natural fibres for discontinuous fibre composites delivered by the HiPerDiF method or similar production methods.
Highly aligned discontinuous fibre thermoplastic filaments as feedstock for additive manufacturing
 Student: Narongkorn (Knight) Krajangsawasdi
Student: Narongkorn (Knight) Krajangsawasdi
Supervisors: Dmitry Ivanov, Ben Woods, Ian Hamerton, Marco Longana
Fused deposition modelling (FDM), a widely used additive manufacturing (AM) method, allows for production of complex geometries in an efficient way. However, the mechanical properties of the FDM products are limited by the materials, i.e. thermoplastic polymers, used in this process. Adding fibrous reinforcement to the polymer to generate a composite filament leads to substantial performance improvement. Highly aligned discontinuous carbon fibre with a length above critical is an optimal reinforcement as it combines the high mechanical performance of continuous fibre and the high processability/formability of short fibre. It must be remarked that the fibre reinforced FDM products cannot replace traditional composites, however, they offer the possibility to design and produce complex geometries as well as minimising intrinsic composite manufacturing defects and human error. Possible applications of the reinforced FDM material could be one-off products and prototypes, highly tailored secondary structures, tooling, or biomedical devices. This project focuses on manufacturing FDM filaments reinforced with aligned discontinuous fibres produced with the High Performance Discontinuous Fibre (HiPerDiF) technology and investigating their printing capabilities. The novel filament is characterised in terms of chemical, TGA and DSC, and mechanical properties, tensile testing, microscopy and SEM. After a satisfactory filament was manufactured, the printing parameters including nozzle temperature, printing speed, nozzle height from the bed, nozzle shape, and raster gap were investigated in order to obtain the best parameter set for the HiPerDiF-PLA filament printing. The 1.2-mm diameter filament, reinforced with approximately 15% of fibre in weight, should be printed with low speed and temperature at the defined nozzle height and raster gap using filleted edge nozzle to achieve the lowest geometry variation along the printing line with highest mechanical properties. HiPerDiFPLA printed parts exhibit tensile strength about 3 times (~121MPa) and elastic modulus about 6 times (~13.4 GPa) of neat PLA. It also performs better than any other discontinuous fibre reinforced thermoplastics manufactured by FDM process reported in the literature. This improvement expands the usage of fibre reinforce FDM to more structural and functional application. Finally, the mechanical properties may be increased by minimizing void during the filament forming process.
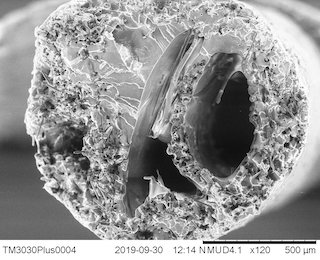
Figure 1: Fracture surface of 1.2-mm round shape filament after tensile testing captured using a scanning electron microscope

Figure 2: Actual printed raster in the length of 10 cm using optimised printing condition
Imperfection insensitive continuous tow cylinders
 Student: Reece Lincoln
Student: Reece Lincoln
Supervisors: Rainer Groh, Alberto Pirrera, Paul Weaver, Evangelos Zympeloudis (iCOMAT)
A large proportion of the dry-mass of a rocket launch structure is made of up the fuel and oxidiser cylindrical tanks. Using composite materials instead of current generation Lithium-Aluminium fuel tanks is calculated to save up to 30% in mass and 25% in reoccurring manufacturing costs. In recent years, these structures have been blade-stiffened shells or foam/honeycomb structures. These architectures are often manufacturing multi-stage processes, which increases time and cost to the end user. Using monocoque cylindrical structures instead would combat these issues. However, monocoque cylinders are very imperfection sensitive under axial compression – small variations in the geometry of the wall reduce the maximum load carrying capacity. To account for the difference in maximum load carrying capacity in theory and in experimental, knockdown factors are applied to the structure. This means that more material must be added, increasing weight and cost, because the structure is imperfection sensitive. This XP project explored the use of a novel manufacturing technique to achieve imperfection insensitivity to achieve this.
Continuous Tow Shearing is a novel manufacturing technique that shears dry carbon fibres to create curvilinear fibre paths. By shearing the dry fibre tow instead of bending it, this automated manufacturing technique counteracts the common in-process defects associated with Automated Fibre Placement such as fibre wrinkling, fibre bridging, tow gaps and tow overlaps. In addition, there is a coupling between the fibre angle variation and the local thickness of the tow. This enables pseudo-stringers and -hoops to be embedded within the structure. By creating such stiffening elements, the imperfection sensitivity of these cylindrical structures will be greatly reduced.
Finite Element package Abaqus was used, along with user-written Python scripts to initially explore the buckling performance and axial stiffness of these variable-angle composite architectures. It was found they can perform similarly to the best straight fibre designs. The imperfection sensitivity of multiple designs was tested through multiple techniques: Reduced Stiffness Method, Localised Reduced Stiffness Method and a Geometrically-Nonlinear Analysis with seeded imperfections.
Across all techniques, it was found that the Continuous Tow Sheared cylinders outperform the best straight fibre designs by some margin.
Modelling compaction behaviour of toughened prepreg during automated fibre placement
 Student: Sarthak Mahapatra
Student: Sarthak Mahapatra
Supervisors: Jonathan Belnoue, Dmitry Ivanov, James Kratz, Stephen Hallett, Mathias Hartmann (Technical University of Munich)
Manufacturing 4.0, also known as smart manufacturing, refers to an overarching concept in which machines are augmented with sensors and connected to a system that intelligently controls and adapts production. Currently, one of the most widely used automated manufacturing processes for composite parts is automated fibre placement (AFP). The deposition process involves the simultaneous warming, lay-up and consolidation of prepreg consisting of multitude of process parameters. The majority of the process parameters for AFP are derived by expensive and time-consuming trial-and-error approaches to ensure part conformance. The aim of this project is to use finite element simulations to predict the as-manufactured geometry of a preform deposited by AFP and with in-process sensing, adapt process parameters to mitigate the formation of defects.
The focus of this work is to use process modelling to capture the consolidation behaviour of toughened prepregs during the deposition process and validate it against experimental data for various processing conditions. Two finite element methods are investigated. The first being an isothermal roller compaction model with thermal properties derived from an independent simplified thermo-mechanical model of the AFP head, Figure 1a. The second being a more refined and accurate quasi-coupled thermo-mechanical model of the AFP head [1], fully capturing interaction of all elements of prepreg deposition, Figure 1b. Additionally, a fully characterised viscoelastic material definition [2] is used for the prepreg tape along with a hyperelastic material for the compaction roller to accurately represent the physical process. Various lay-up speeds, heater powers and compaction forces are simulated and compared with experimental results.
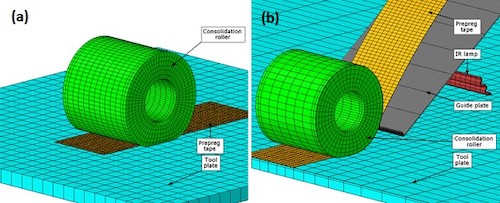
Figure 1: Two finite element models simulating AFP deposition.
This work highlights the impact of variabilities in material, process parameters and sensing on the measured compaction response of the preform. To reduce the empiricism present in the manufacturing process, the viability of incorporating the numerical models into existing statistical relationships between process parameters and manufactured geometry is examined. Finally, a future framework to incorporate the developed models into a feedback control system, to enable more deterministic manufacturing, required for manufacturing 4.0 is also laid out.
References:
[1] R. Lichtinger, P. Hormann, D. Stelzl, R. Hinterholzl, The effects of heat input on adjacent paths during Automated Fibre Placement, Composites Part A: Applied Science and Manufacturing 68 (2015) 387–397. [2] J. P. Belnoue, O. J. Nixon-Pearson, D. Ivanov, S. R. Hallett, A novel hyper-viscoelastic model for consolidation of toughened prepregs under processing conditions, Mechanics of Materials (2016).
Infusion of integrated structures with partially cured elements
 Student: Michael O'Leary
Student: Michael O'Leary
Supervisors: James Kratz, Dmitry Ivanov, Ivana Partridge, Dominic Bloom (Airbus), Turlough McMahon (Airbus)
Post cure joining operations and misalignment of preforms during resin infusion of integrated structures are two issues facing manufacturers as they can lead to delays in production and potentially parts being scrapped. A multistage cure process is seen has having the potential to remove post cure joining operations and reduce misalignments of preforms during integration. A simple structure containing elements which were semi-cured prior to a final co-cure has been created for the purpose of investigating the effect of the integrating these semi-cured elements on mode I interlaminar fracture toughness within composite structures. The simple structure has taken the form of two half plates which were infused separately, and co-cured. With one half panel undergoing semi-curing prior to the final cure, in what is known as a multistage curing process. Prior to the manufacture of the panels the thermoset resin used was characterised in order to generate the optimal processing windows for the resin within the infusion process. Early results indicate that the addition of a semi-cured element results in a 12-15% reduction in the interfacial mode 1 fracture toughness when compared to a baseline panel which was manufactured through a single infusion and cure cycle (Figure 1.). This indicated this multistage curing process could be a viable manufacturing method if the reduction in performance is minimised, or the risk reduction from joining multiple preforms decreases scrap rates.
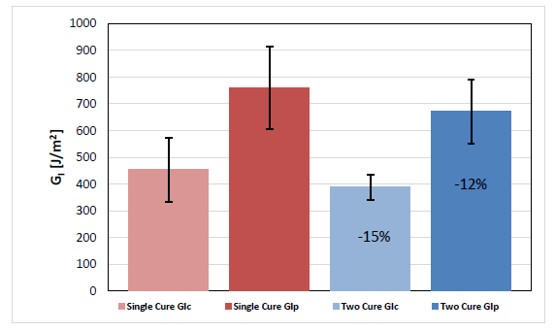
Figure 1. Result from DCB testing showing the average energy release rates for both single cure (red) and twice cured specimens (blue), including the standard deviation of results The twice cured specimens represent those which have undergone the multi-stage cure process and include elements which were semi-cured prior to the final cure.
Framework for life cycle engineering assessment of structural laminates for application to the marine environment
 Student: Will Proud
Student: Will Proud
Supervisors: Richard Trask, Ian Hamerton, Marco Longana, Ian Wallbridge (RNLI), Holly Phillips (RNLI)
Minimising the impact we have on the environment and ensuring we develop composites in a sustainable but pragmatic way is a pressing issue for composite engineers. The marine industry incorporates significant volumes of thermosetting resins and synthetic fibres which are single use and degrade slowly at end-of-life. Thermoplastic resin systems and natural fibres both have the potential to reduce environmental impacts with reprocess-ability and lower equivalent emissions in production. In the current economical society which we operate, industry must consider cost and mechanical performance when selecting any new, more environmentally friendly material. By implementing Life Cycle Engineering (LCE), multiple competing factors may be considered during a design or re-design of a composite or structure.
This project investigates the application of a modified LCE framework to a structural marine component. Bio and petroleum based thermoplastic matrices of poly (L-lactic) acid (PLLA) and polypropylene (PP) reinforced with flax fibres were found as the optimal composite in the initial materials selection process. Flexural and impact tests were undertaken on flax/PP and flax/PLLA composites to generate in-house mechanical properties for mechanical performance assessment. Life Cycle Analysis of the tested composites found flax/PLLA as having the lowest impact on nearly all environmental impact categories. Despite superior mechanical and environmental performance, flax/PLLA is limited by its significant polymer cost. This framework forms the basis for a much more extensive framework which will generate a quantitative recommendation and include CAD/CAE and LCA processes applied to composites.
Advanced continuous tow shearing process utilising tow width control
 Student: Michelle Rautmann
Student: Michelle Rautmann
Supervisors: Eric Kim, Dmitry Ivanov
Introducing a novel concept of implementing a tow width control (TWiC) device within the continuous tow shearing (CTS) process has the potential to eliminate manufacturing defects induced by conventionally used material deposition processes and allows an improved manufacture of relatively complex shaped three-dimensional structures. Significant research on automated material deposition processes, such as automated tape layup (ATL), automated fibre placement (AFP) and continuous tow shearing processes and their limitations were investigated, and the effect of defects studied. It is shown that this novel concept of controlling the tow width, without inducing tow drops or overlaps, and maintaining a constant fibre volume fraction, significantly improves the capability of the current CTS technology by enabling more complex lay-ups with the potential of enhancing 3-dimensional layups in the future.
Influence of Matrix Ductility on the Mode II Delamination Bridging Behaviour of Z-pins
 Student: Eduardo Santana De Vega
Student: Eduardo Santana De Vega
Supervisors: Giuliano Allegri, Bing Zhang, Ian Hamerton, Stephen Hallett, James Finlayson (Rolls-Royce)
Z-pinning is the most effective method for embedding through-thickness reinforcement in prepeg laminates. Composite Z-pins have been traditionally manufactured employing carbon fibres combined with a bismaleimide (BMI) resin. These materials allow achieving a substantial enhancement of the mode I interlaminar fracture toughness of Z-pinned laminates. Nonetheless, the toughness improvements in mode II are much more modest, due to the inherent brittleness of fibrous carbon/BMI when transversely loaded.
With the aim of increasing the mode II toughness of Z-pins, carbon-based rod-stocks were successfully manufactured via pultrusion, employing alternative matrix formulations to BMI. These included two types of epoxy resin and a BT resin. The different pin types were mechanically tested under mode II loading by means of a novel experimental set-up, which comprises pinned acrylic coupons. Pins manufactured employing a high glass transition epoxy resin and a BT resin failed at a higher shear load compared to their commercial carbon/BMI equivalents. Z-pins manufactured using the high toughness epoxy resin achieved a dramatic enhancement of the work to failure under pure mode II loading compared to commercial BMI-based pins.